In today’s highly regulated and efficiency-driven industries, chemical reactor equipment plays a vital role in converting raw materials into valuable products safely, consistently, and at scale. Reactors are at the center of the industrial production systems used in pharmaceuticals and speciality chemicals, wastewater treatment, and bio-processing. The choice of reactor design and a manufacturing partner has a direct effect on the yield, the safety, and the success of the long-term operation.
Understanding the Role of Reactor Systems
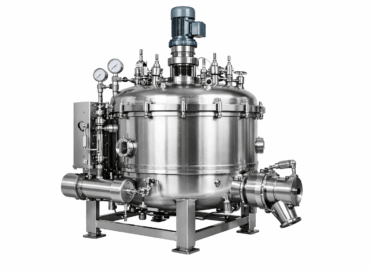
At its core, a chemical reactor is a vessel designed to carry out specific chemical reactions under controlled conditions, including temperature, pressure, and mixing speed. Well-designed chemical reactor equipment is all about controlled reactions, energy efficiency, and compliance.
Modern reactors go beyond simple tanks by integrating automation, advanced measurement devices, and corrosion-resistant materials for precise performance.
Types of Chemical Reactors Used in Industry
Various operations need variations in reactor configurations. Common types include:
- Reactors in Batches- Suited to small-scale or specialty production in which flexibility is necessary.
- Continuous Stirred Tank Reactors (CSTR) – This is appropriate in the case of large-scale and constant production.
- Plug Flow Reactors (PFR) – PFRs are used when high conversion efficiency is required.
- Glass-Lined Reactors – Most desirable when it comes to corrosive and high-purity applications.
- High-Pressure Reactors – Response to the need for challenging reactions.
Each variety of chemical reactor equipment is chosen to be applied based on reaction kinetics, material compatibility, and production volume.
Key Design Features and Components
An effective reactor system comprises several important parts that guarantee the best functioning:
- Agitation systems optimized to perfection.
- High heat transfer jackets or coils.
- Well-developed sealing and pressure control.
- Materials used to give the building resistance to corrosion.
- Advanced safety and control instrumentation.
When these features are sufficiently integrated, they help control reactions, minimise downtime, and increase the safety of the operators.
Applications Across Multiple Industries
Industries such as pharmaceuticals, agrochemicals, polymers, petrochemicals, food processing, and environmental engineering actively use chemical reactors in wastewater and effluent treatment plants to achieve regulatory and environmental compliance.
Choosing the Right Manufacturing Partner
The investment in the reactor systems is something of a long-term move. One must, therefore, work with a company offering customization, engineering skills, and post-sale services. Dependable partners emphasize performance validation, compliance with safety, and optimization of processes according to customer requirements.
Partner with Srilekha Bio Envirotech
If you are looking for expertly designed chemical reactor equipment that delivers precision, durability, and regulatory compliance, Srilekha Bio Envirotech is your trusted solution provider. The company has an excellent intensity in innovation, customization, and quality engineering, which provides reactor systems to satisfy the changing needs of contemporary industries.
Talk to Contact Srilekha Bio Envirotech now and find out what process solutions can be provided and how to enhance your production efficiency and safety with the new solutions offered in terms of advanced reactor solutions.